Efficient Fluid Control with Electric Diaphragm Pumps
Modern industrial fluid handling demands a high level of precision, efficiency, and material integrity, especially when dealing with high value or sensitive liquids. Processing facilities must transfer an enormous range of fluids, from highly corrosive acids and aggressive solvents to delicate, shear sensitive emulsions. Traditional transfer methods, such as fixed speed centrifugal pumps, often fail to meet these requirements, lacking the necessary precision for accurate metering and risking product degradation due to excessive shear. Furthermore, these older systems come with significant energy demands and maintenance complexity. The electric double diaphragm pump represents a superior, next generation solution, engineered specifically to manage these complex liquid materials. This advanced electric diaphragm pump provides highly controllable conveyance and sets a new benchmark for dosing accuracy, energy efficiency, and low shear reliability, allowing industries to move seamlessly into the future of fluid logistics.
Features and Operational Advantages
The core design and operating mechanism of the electric diaphragm pump deliver distinct benefits that resolve common pain points associated with conventional liquid handling systems. This specialized industrial diaphragm pumps solution is uniquely suited for demanding liquid applications.
Principles of Operation
The pump's successful operation hinges on combining the proven volumetric action of a diaphragm pump with a highly efficient electric drive, ensuring the liquid is transferred with accuracy and care.
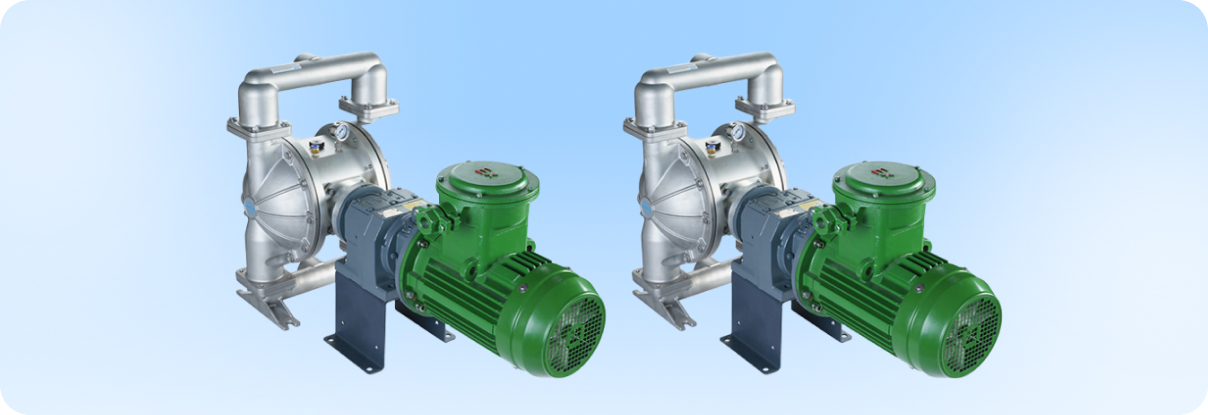
Electric Drive: An AC or DC motor and gearbox system translates rotary motion into linear, reciprocating motion, providing direct power to the diaphragms. This removes reliance on often inconsistent or costly compressed air systems.
Diaphragm Actuation: The electric double diaphragm pump uses two opposing diaphragms driven by the electric mechanism. This reciprocating motion creates a positive displacement action, moving the fluid forward with consistent volumetric output.
Key Technical Benefits
The simple yet robust mechanics result in significant operational and reliability improvements:
Linear Flow Control: Operators can precisely and linearly adjust the flow rate via a Variable Frequency Drive (VFD) integrated with the electric motor. This provides immediate and intuitive command over flow velocity, ensuring high accuracy for metering and batching.
Energy Optimization: Operating solely on electricity, the electric diaphragm pump eliminates the significant energy waste and cost associated with generating compressed air, offering substantial long term savings over air operated diaphragm pump models.
Quiet Operation: By eliminating the loud air venting characteristic of a pneumatic diaphragm pump, these units provide significantly reduced acoustic output, improving the workplace environment.
Seal less Containment: The pump chamber is hermetically sealed and contains no dynamic seals. This eliminates the primary point of leakage, ensuring secure containment of hazardous or high value fluids. At the same time, this improves environment and personel safety in the workplace.
Industry Applications and Critical Processes
The electric diaphragm pump is an indispensable asset across various B2B sectors, leveraging its ability to handle fluids that are viscous, sensitive, or require precise dosing.
Diverse Sector Utilization
This diaphragm pump solution offers specialized performance across numerous industries:
Chemical Processing: Utilized for the consistent dosing and transfer of expensive chemical precursors, solvents, and corrosive media that require reliability and tight flow tolerances.
Paints and Coatings: Essential for accurately metering and transferring high solids content coatings, resins, and pigments, ensuring low shear is applied to preserve consistency.
Water and Wastewater: Preferred for highly accurate dosing of flocculants, chlorine, and other treatment chemicals, critical for maintaining compliance and process effectiveness.
Hygiene & Pharmaceuticals: Employed for the low shear transfer of delicate emulsions, gels, and active ingredients where product integrity and repeatable flow are paramount.
Integration into Process Flow
The electric diaphragm pump acts as a reliable intermediary, typically installed to feed material into:
Automated filling and packaging lines: Requiring repeatable volumetric output.
High pressure filtration systems: Demanding consistent flow without pulsing.
Precision dosing skids: For additive injection into mixing processes.
Mitigating Industry Risks and Enhancing Safety
A primary and compelling reason for selecting this technology is its inherent ability to protect both the environment and high value fluid products.
Addressing Environmental Hazards
The risk of product leakage is a major environmental and compliance concern when handling hazardous liquids.
Sealless Design: The pump design eliminates leakage pathways associated with dynamic seals, providing superior containment for volatile or toxic chemicals.
Controlled Delivery: Precise flow eliminates pressure spikes and surges, protecting fragile downstream piping and components from rupture or failure.
IP Compliance: The electric motor is typically housed with appropriate ingress protection IP ratings, ensuring safe operation in wash down and humid industrial environments.
Enhancing Operator Safety and Hygiene
In sensitive sectors, preventing fluid exposure and maintaining sterile conditions are major health and regulatory concerns.
Full Containment: The closed loop, seal less system ensures materials are contained from the intake point to the destination, safeguarding personnel from hazardous fluid contact.
Simplified Cleaning: The design of the electric double diaphragm pump facilitates simplified clean in place CIP protocols, reducing the need for manual intervention and minimizing exposure during sterilization cycles.
Achieving High ROI and Maximizing Operational Value
The deployment of an electric diaphragm pump translates directly into substantial returns on investment ROI for B2B users through improved efficiency and significantly lower operational expenditure.
Financial and Operational Gains
Energy Cost Reduction: The primary gain comes from eliminating the need for compressed air, which is one of the most expensive utility costs in a facility, leading to lower operating expenditure.
Optimized Uptime: The simplicity and durability inherent in the diaphragm pump design, coupled with fewer wear parts in the drive system, reduces the frequency of preventative maintenance, maximizing production time.
Minimized Material Waste: High precision flow control ensures that expensive chemicals and ingredients are dosed accurately, minimizing waste and improving batch uniformity.
Ovell Pump: For Reliable Diaphragm Pump Solutions
Ovell Pump is a world class diaphragm pump manufacturer, providing market leading fluid handling technologies to demanding B2B clientele across sectors that prioritize precision and efficiency, such as hygiene & pharmaceuticals, paints and coatings, mining, and water and wastewater. Ovell's portfolio of technically superior pumping solutions is built on a foundation of control, reliability, and customization, making us the ideal partner for next generation fluid logistics.
Ovell’s expertise in diaphragm pump technology is highlighted by our advanced offerings:
Diaphragm Metering Pump: Highly controlled units specifically designed for the precise injection and additive dosing of chemicals, offering exceptional repeatability and turndown ratios.
Chemical Diaphragm Pump: Pumps specifically constructed from robust materials like PVDF and stainless steel to ensure long term chemical compatibility with the most corrosive and aggressive media.
Air Operated Diaphragm Pump: Our reliable pneumatic line, including models in plastic, stainless steel, and aluminum, designed for general fluid transfer, abrasive slurry handling, and intrinsically safe operation in hazardous zones.
Pneumatic Powder Diaphragm Pump: The highly specialized non electric solution for contained, gentle dry material conveyance.
Conclusion
The Ovell electric diaphragm pump is a dedicated precision and efficiency solution for complex liquid handling challenges. By combining highly controllable flow with intrinsic energy savings, it directly addresses critical pain points from imprecise dosing to high utility costs across sectors like chemical processing, paints and coatings, and water and wastewater. The measurable ROI derived from reduced energy consumption, enhanced compliance, and improved dosing accuracy maximizes the operational value of the electric double diaphragm pump, making it an essential asset for any modern industrial facility requiring reliable pumping technology from a leader in diaphragm pump manufacturer expertise.




.svg)







.png)













