
Mon - Fri: 9:00 - 19:00 / Closed on Weekends

AUS: +61 431 085 666
USA: +64 21 480 290


.svg)



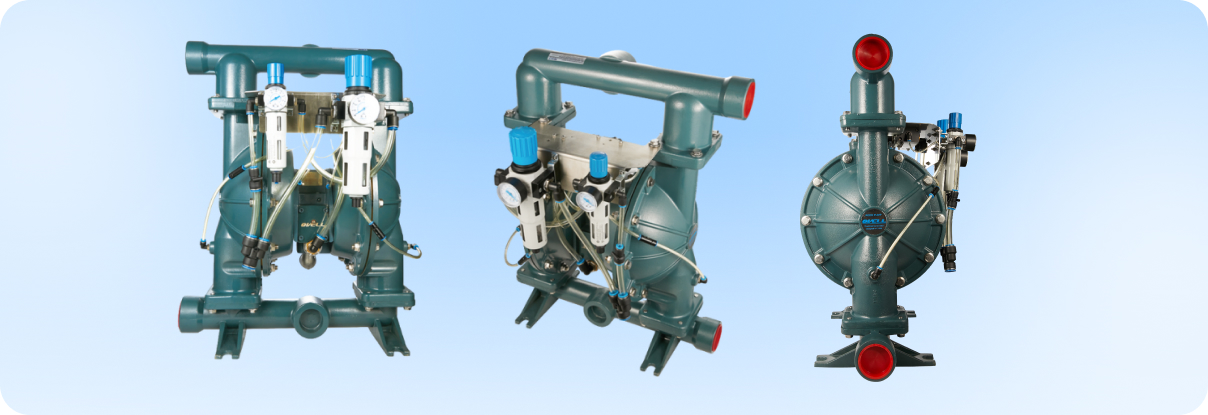
The handling of dry bulk solids is a specialized challenge within industrial environments. Unlike liquid transfer, moving fine powders introduces complex issues related to abrasion, moisture sensitivity, product degradation, and atmospheric contamination. The pneumatic powder diaphragm pump is a critical piece of equipment, representing a sophisticated evolution of the standard air operated double diaphragm pump. It is engineered to manage these non-fluid materials safely and consistently. This specialized unit ensures the integrity of the material, prevents hazards associated with dusting, and maintains the stringent purity standards required in sensitive industries. Its role is not merely supplementary but is central to continuous, compliant, and cost-effective operations.
For processes requiring the precise and contained transfer of dry materials, conventional mechanical conveyors or liquid-focused pumps are inherently unsuitable. A conventional diaphragm pump designed for liquids would quickly fail, compacting the powder and resulting in downtime. The pneumatic powder diaphragm pump is vital because it addresses the physical complexities of dry particulate matter through specialized design:
The unique capabilities of this air operated diaphragm pump eliminate the severe operational and safety risks that arise from manual handling or the use of incorrect equipment, directly impacting product quality and regulatory compliance.
The Ceramics industry relies on the consistent flow of fine, often abrasive, raw materials like clay, silica, and gypsum powder for processes such as dry pressing and slip preparation.
Projects and Functions
The pneumatic powder diaphragm pump is instrumental in transferring these powders from bulk bags, silos, or feed hoppers directly to intermediate processing vessels or mixers. This function is typically performed over long runs or significant vertical distances, where conventional systems struggle with throughput and wear. The air powered diaphragm pump ensures an uninterrupted supply of material, which is necessary for maintaining the correct stoichiometry and homogeneity of the final ceramic body.
Vitality to the Process
The abrasive nature of ceramic powders causes rapid degradation in mechanical systems like screw conveyors, leading to high maintenance cycles and component failure. The powder pump, however, is designed to minimize contact wear:
Consequences of Absence
If the specialized pneumatic powder diaphragm pump is not present, the consequences are immediate and severe:
In the Chemical Processing industry, the pneumatic powder diaphragm pump is often deployed to manage high-value or hazardous materials such as pigments, fine resins, pharmaceutical intermediates, and reactive agents like powdered activated carbon.
Projects and Functions
These pumps are used for charging reactors with powdered ingredients in a contained manner, especially when the process occurs in classified hazardous (ATEX) zones. They are instrumental in the automated transfer of chemical diaphragm pump materials, moving them from sealed drums to reactors or blenders without breaking containment. This includes sensitive operations where the powder is either combustible or highly sensitive to atmospheric conditions.
Vitality to the Process
The pump’s design directly addresses the primary risks inherent in chemical powder handling:
Consequences of Absence
The failure to use this specialized air operated double diaphragm pump can lead to catastrophic results:
In the Food and Beverage sector, the pneumatic powder diaphragm pump facilitates the hygienic and gentle transfer of bulk ingredients such as flour, starches, flavorings, and powdered drink mixes.
Projects and Functions
The pump transfers ingredients from shipping containers or bags into intermediate storage hoppers or directly into industrial mixers for batch preparation. Its mobility is a major asset, allowing a single pump to serve multiple batching stations, handling different ingredients while maintaining strict cross-contamination protocols. The capacity of a 2 inch diaphragm pump model often provides the ideal flow rate for controlled dosing in these sensitive environments.
Vitality to the Process
The requirements for sanitary design and product integrity are paramount in food processing:
Consequences of Absence
Without a dedicated powder transfer solution, the industry faces several problems:
The pneumatic powder diaphragm pump has evolved beyond the conventional double diaphragm pump design to specifically overcome the pitfalls of powder conveyance. Leading diaphragm pump manufacturers focused on engineering unique systems to enhance reliability and efficiency in this niche application.
Ovell Pump is a distinguished diaphragm pump manufacturer specializing in high-performance fluid management solutions for demanding global industries. They are dedicated to the research, development, production, and sale of innovative and efficient pumping technology. With a focus on quality and reliability, Ovell Pump provides certified solutions that meet international standards, ensuring safe and optimized operations across diverse applications.
Ovell Pump offers a comprehensive portfolio of specialized pumps tailored to specific industrial needs:
The transfer of dry materials is a nuanced process that presents significant safety, quality, and operational risks. The decision to invest in a purpose-built pneumatic powder diaphragm pump is a strategic move that moves beyond generic diaphragm pump solutions. By guaranteeing contained, low-shear, and non-sparking transfer, this specialized unit eliminates the threat of dust explosions, prevents material degradation, and eradicates the high costs associated with excessive maintenance and non-compliance. For any facility handling dry bulk solids, choosing the correct pneumatic diaphragm pump is essential to transform a high-risk process into a reliable, efficient, and fundamentally safe part of the production workflow.

.png)













