
Mon - Fri: 9:00 - 19:00 / Closed on Weekends

AUS: +61 431 085 666
USA: +64 21 480 290


.svg)


.png)
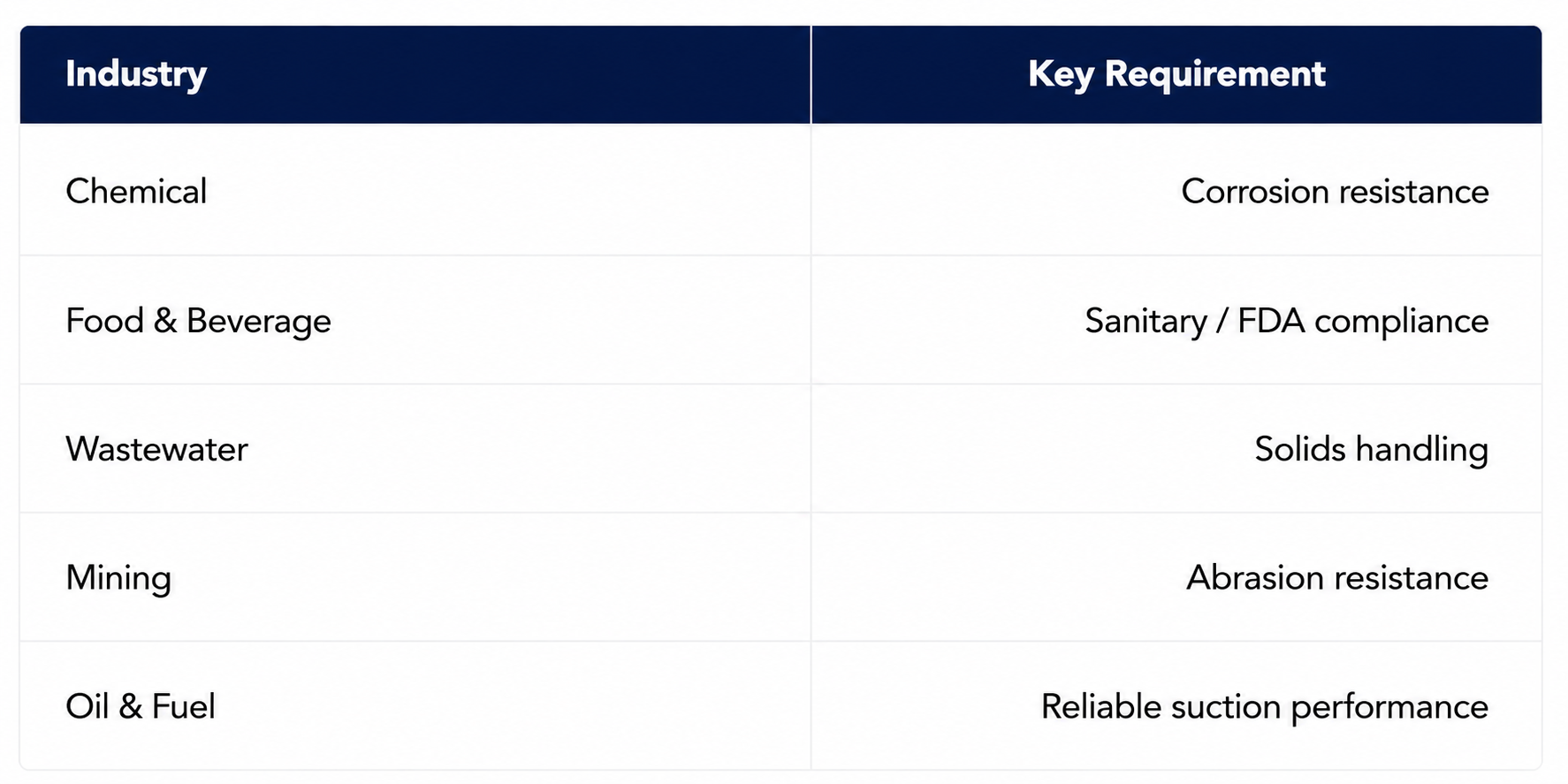
AODD pump applications span across chemical processing, wastewater treatment, mining, food manufacturing, and industrial fluid transfer. As a type of air operated double diaphragm pump, an AODD pump is widely used where reliability, dry-run capability, solids handling, and chemical resistance are critical. Compared with many conventional pumping systems, a diaphragm pump performs especially well in abrasive, corrosive, and viscous fluid environments.
Because an industrial diaphragm pump can self-prime, tolerate dry running, and safely transfer difficult media, industries increasingly depend on AODD pump applications for demanding fluid processes.
In this guide, we explore the top 7 industrial applications of AODD pumps, explain why they are commonly selected for industrial fluid transfer, and help buyers understand where an air operated double diaphragm pump performs best.
Before exploring specific AODD pump applications, it is important to understand why this technology is so widely used.
An AODD pump, also called an air operated diaphragm pump or pneumatic diaphragm pump, is a positive displacement diaphragm pump powered by compressed air.
Unlike conventional impeller-driven systems, an industrial diaphragm pump moves liquid through reciprocating diaphragm action.
This design gives several important operational advantages for industrial fluid transfer.
One major advantage is self-priming performance.
An AODD pump functions as a self priming pump, allowing operators to move liquids even when suction lines contain air.
This improves startup reliability and reduces downtime.
Industries commonly benefit from this in:
Many industrial processes involve inconsistent fluid flow.
An AODD pump works well as a dry run pump, meaning it can temporarily operate without liquid flow without immediate mechanical damage.
Compared with many impeller-driven systems, this lowers operational risk.
An industrial diaphragm pump also performs well as a solids handling pump.
Because diaphragm motion handles particles more gently than high-speed impellers, many AODD pump applications involve:
Material options such as:
allow an air operated double diaphragm pump to transfer aggressive media safely.
This makes it highly effective as a:
If you want to understand the operating principle behind this technology, consider reading:
What Is an AODD Pump? A Complete Guide to Air Operated Double Diaphragm Pumps
One of the most important AODD pump applications is chemical processing.
A properly configured chemical transfer pump can safely move aggressive liquids while reducing leakage risk and equipment failure.
An AODD pump for chemical transfer is commonly used for:
An air operated double diaphragm pump works well as a pump for corrosive chemicals because of its material flexibility.
Common material choices include:

This makes an industrial diaphragm pump ideal as:
Compared with some traditional pumping technologies, diaphragm systems also reduce seal leakage risk.
Industries often deploy an AODD pump for:
Because chemical transfer represents one of the highest-value industrial pump markets, this remains one of the strongest commercial AODD pump applications.
Another major category of diaphragm pump applications is wastewater management.
A wastewater diaphragm pump performs well where liquids contain suspended solids, abrasive particles, sludge, or inconsistent viscosity.
Common AODD pump applications in wastewater include:
A wastewater transfer pump must often tolerate:
This is where an air operated diaphragm pump offers major advantages.
Benefits include:
A sludge transfer pump using diaphragm technology typically handles thick or abrasive material more effectively than many conventional systems.
In wastewater operations, sludge can create problems for high-speed impeller pumps.
By contrast, an industrial diaphragm pump handles:
with lower clogging risk.
For facilities managing wastewater infrastructure, this becomes one of the most valuable AODD pump applications.
Mining presents some of the harshest environments for fluid transfer.
Because abrasive particles rapidly wear mechanical equipment, selecting the right mining slurry pump is critical.
An AODD pump is widely used in mining because it works effectively as:
Mining operations often require fluid systems to tolerate:
A traditional impeller pump may wear quickly under these conditions.
An air operated double diaphragm pump, however, tolerates abrasive environments much better.
Typical mining uses include:
An industrial slurry pump must resist excessive wear.
Since diaphragm systems move fluid through displacement rather than high rotational velocity, component stress often becomes more manageable.
Compared with centrifugal technologies, many AODD pump applications in mining benefit from:
Not all AODD pump applications involve harsh chemicals or abrasive slurry.
The food and beverage industry also relies on diaphragm technology.
A sanitary diaphragm pump is commonly used for:
Because some food products are viscous or sensitive, gentle transfer matters.
An FDA diaphragm pump can provide:
This makes a food transfer pump especially useful for thick liquids that challenge high-speed systems.
Food-safe materials and sanitary configurations also help maintain regulatory compliance.
Another major category of AODD pump applications involves thick or difficult-to-transfer liquids.
Many industrial facilities use an AODD pump as a pump for viscous fluids because diaphragm technology handles thick media more efficiently than many high-speed alternatives.
Common applications include:
An air operated double diaphragm pump transfers liquid through displacement rather than centrifugal force.
This gives several advantages when handling thick media.
Benefits include:
For example, a paint transfer pump must often move highly viscous materials without damaging consistency or pigment structure.
A high-speed impeller may create excessive turbulence, while a diaphragm pump moves product more gently.
This makes an industrial diaphragm pump ideal for:
In many factories, these remain highly practical AODD pump applications.
Compared with centrifugal systems, many AODD pump applications involve:
If you want a deeper comparison between pump technologies, consider reading:
AODD Pump vs Centrifugal Pump: Which One Is Better for Industrial Fluid Transfer?
Fluid movement in oil and fuel environments presents unique operating challenges.
Many facilities choose an AODD pump for:
A fuel transfer diaphragm pump often performs well because of:
Oil systems may involve:
An air operated diaphragm pump offers reliable operation in these environments.
Benefits include:
Because some industrial oils contain suspended contamination, an industrial diaphragm pump may outperform more sensitive alternatives.
Common AODD pump applications include:
In industrial maintenance facilities, these use cases represent another important segment of industrial fluid transfer.
Beyond highly specialized sectors, AODD pump applications extend into everyday manufacturing operations.
An industrial diaphragm pump supports routine industrial fluid transfer for:
Industries often use an AODD pump because of its operational flexibility.
Manufacturers often need equipment that can handle:
An air operated double diaphragm pump adapts well to changing operating conditions.
This flexibility explains why so many diaphragm pump applications appear across:
Many operators also prefer an AODD pump as a low maintenance industrial pump.
Key reasons include:
For operations seeking long-term reliability, this becomes an important buying factor.
Not every AODD pump application requires the same pump configuration.
Selecting the right industrial diaphragm pump depends on fluid type, operating conditions, and process goals.
Before choosing an AODD pump supplier, consider these factors.
Ask:
A pump for corrosive chemicals may require:
Material compatibility directly affects reliability.
Determine:
Oversizing a pump may increase air consumption and wear.
For wastewater or mining systems, solids handling matters.
An industrial diaphragm pump designed for abrasive slurry or sludge transfer usually performs better in difficult environments.
If inconsistent supply is common, selecting a dry run pump with self priming pump capability improves uptime.
This is one reason many industrial buyers choose an AODD pump.
Different industries require different materials and certifications.
Examples:
Choosing the right configuration improves safety, efficiency, and lifecycle cost.
1. What industries use AODD pumps?
Common AODD pump applications include chemical processing, wastewater treatment, mining, food manufacturing, coatings, fuel transfer, and industrial fluid handling.
2. Are diaphragm pumps good for chemicals?
Yes.
A chemical diaphragm pump works well because of corrosion-resistant materials and leak-resistant design.
3. Can AODD pumps handle sludge?
Yes.
A wastewater diaphragm pump is commonly used as a sludge transfer pump because it handles solids and abrasive material effectively.
Yes.
A mining slurry pump using diaphragm technology can tolerate abrasive materials and solids-heavy fluids.
5. Can AODD pumps run dry?
Yes.
One of the biggest advantages of an AODD pump is dry-run capability.
6. Are AODD pumps self-priming?
Yes.
Most air operated double diaphragm pumps are naturally self-priming.
7. What is the difference between an AODD pump and a centrifugal pump?
Compared with centrifugal systems, many AODD pump applications involve abrasive, viscous, or corrosive fluids.
For more details, see:
AODD Pump vs Centrifugal Pump: Which One Is Better for Industrial Fluid Transfer?
The growing popularity of AODD pump applications is easy to understand.
From chemical processing and wastewater treatment to mining, food manufacturing, paints, fuel transfer, and general industrial fluid transfer, an AODD pump offers flexibility that many conventional systems cannot match.
Because an air operated double diaphragm pump functions as a self-priming, dry-run capable, solids-handling diaphragm pump, it remains one of the most versatile solutions for difficult industrial fluids.
Whether you need a chemical transfer pump, wastewater diaphragm pump, mining slurry pump, or pump for viscous fluids, selecting the right industrial diaphragm pump can improve reliability, reduce maintenance, and increase process efficiency.















