Pneumatic Powder Pumps for Contained Material Transfer
In the B2B world of industrial processing, the efficient, gentle, and contained transfer of dry materials is a critical operational challenge. Facilities handle an enormous range of solids, from fine, sensitive pharmaceutical excipients to coarse, abrasive ceramic powders. Traditional handling methods, which often rely on mechanical screws, belts, or dense-phase vacuum systems, inherently introduce risks, including product degradation, excessive airborne dusting, and high component wear leading to frequent downtime. These systems frequently fail to meet the stringent safety and hygiene standards required in modern manufacturing. A non-mechanical, air-driven pumping technology offers a superior solution, engineered specifically to manage these complex materials. This advanced pneumatic solution provides gentle conveyance and sets a new benchmark for throughput, process safety, and reliability, allowing industries to move seamlessly into the next generation of powder logistics.
Features and Operational Advantages
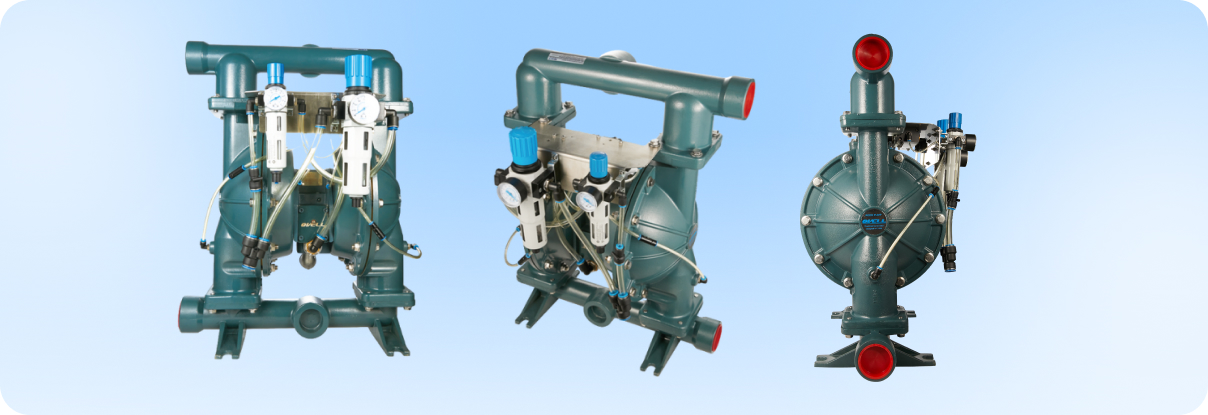
The core design and operating mechanism of the pneumatic powder diaphragm pump deliver distinct benefits that resolve common pain points associated with conventional material handling systems. This specialized air powered diaphragm pump is uniquely suited for demanding powder applications.
Principles of Operation
The pump's successful operation hinges on combining powder fluidization with the inherent action of a double diaphragm pump, ensuring the solid particles are treated as a dense, easily conveyable fluid.
Fluidization: Compressed air is introduced strategically into the pump's material chamber. This process suspends the fine solid particles, enabling them to behave and flow much like a dense liquid. This flow state eliminates material clumping or 'bridging' that can stop traditional feeders.
Diaphragm Actuation: The air operated double diaphragm pump uses two opposing diaphragms actuated by air logic. This reciprocating motion creates a gentle push, moving the fluidized material forward without high shear or destructive impact.
Key Technical Benefits
The simple yet robust mechanics result in significant operational and reliability improvements:
Controllable, Linear Flow: Operators can precisely and linearly adjust the flow rate simply by modulating the air supply pressure. This provides immediate and intuitive command over the process velocity, eliminating the complexity and maintenance associated with electric motors and Variable Frequency Drives (VFDs).
Seal-less Containment: The pump chamber is hermetically sealed and contains no rotating seals or packing glands. This eliminates the risk of cross-batch contamination and prevents fugitive dust emissions into the work environment, a critical feature for sensitive applications.
Superior Durability: The components are subjected to less abrasive wear because the material is conveyed in a fluidized state. The air operated diaphragm pump design can also run dry indefinitely without internal damage, guaranteeing exceptional operational uptime and low maintenance costs.
Industry Applications and Critical Processes
The pneumatic powder diaphragm pump is an indispensable asset across various B2B sectors, leveraging its ability to handle materials that are difficult, abrasive, or contamination-sensitive.
Diverse Sector Utilization
This industrial diaphragm pumps solution offers specialized performance across numerous industries:
Ceramics: Efficiently transfers high-density, abrasive dry glazes, metal powders, and technical ceramics into injection presses and spray-drying systems.
Paints and Coatings: Moves valuable pigments, fillers, and additives without introducing shear, which is essential to preserve particle size and the final product’s quality.
Food and Beverage: Safely conveys sensitive ingredients like flour, cocoa, starches, and nutritional mixes, meeting rigorous sanitary and hygiene requirements.
Chemical Processing: Handles critical bulk catalyst compounds, fine chemical precursors, and hazardous powders, often leveraging the volume capacity of a 2 inch diaphragm pump for scale.
Integration into Process Flow
The pump acts as a reliable intermediary, typically installed beneath hoppers, bulk bags, or silos to feed material into:
Precision loss-in-weight feeders for accurate dosing.
High-shear mixers and blenders for homogenous material preparation.
Automated packaging and filling lines.
Mitigating Industry Risks and Enhancing Safety
A primary and compelling reason for selecting this technology is its inherent ability to eliminate or significantly reduce severe safety risks present in facilities handling dry, combustible, or toxic materials.
Elimination of Explosion Hazards
Fine powders, including many common industrial materials, are combustible when suspended as dust clouds in air. The non-electrical operation is a fundamental safety feature.
Spark-Free Operation: As an air operated diaphragm pump, the design eliminates all heat-generating components and sparking risks common to electrical motors. This makes the industrial diaphragm pumps intrinsically safe for operation in hazardous areas.
ATEX Compliance: This non-electric safety feature ensures compliance with explosive atmosphere (ATEX) regulations, a critical requirement in sectors like oil & gas and specialty chemical processing.
Preventing Dust Clouds: By containing and transferring materials in a dense, fluidized state, the system prevents the internal formation of dangerous, explosive dust clouds.
Reduction of Operator Exposure
In sensitive sectors, operator exposure to toxic, irritant, or active chemical powders is a major health and regulatory concern.
Full Containment: The closed-loop, seal-less system ensures materials are contained from the feed point to the destination, safeguarding personnel from fine particulate matter (PM).
Simplified Cleaning: The design facilitates simplified clean-in-place (CIP) protocols, reducing the need for manual intervention and minimizing exposure during sterilization cycles, which is necessary for any compliant chemical diaphragm pump.
Achieving High ROI and Maximizing Operational Value
The deployment of a pneumatic powder diaphragm pump translates directly into substantial returns on investment (ROI) for B2B users through improved efficiency and significantly lower operational expenditure.
Financial and Operational Gains
Minimized Material Waste: The gentle, non-shearing action maintains product integrity, which is especially valuable for high-cost or delicate ingredients. Less product degradation means lower material loss and reduced waste disposal costs.
Optimized Uptime: The simplicity and durability inherent in the diaphragm pump design, coupled with its ability to run dry indefinitely without damage, reduces the frequency of preventative maintenance, maximizing production time and reducing associated labor costs.
Energy Efficiency: Operating solely on compressed air means the unit only draws energy when actively pumping, offering better efficiency compared to continuously running motors in some alternative systems.
Ovell Pump: For Reliable Diaphragm Pump Solutions
Ovell Pump is a world-class diaphragm pump manufacturer, providing market-leading fluid and powder handling technologies to demanding B2B clientele across sectors including mining, military/marine, water/wastewater, and general industry. Our portfolio of technically superior pumping solutions is built on a foundation of reliability and customization.
Ovell's comprehensive product line includes both standard and specialty pumping solutions:
Standard Products (Air Operated Diaphragm Pumps):
Plastic Air Diaphragm Pump: Ideal for highly corrosive chemicals, acids, and bases due to superior material compatibility and resistance. Used extensively in chemical processing and wastewater treatment.
Stainless Steel Air Diaphragm Pump: The go-to choice for hygiene and food-grade applications, as well as high-temperature environments. Offers excellent durability and resistance to harsh fluids and cleaning agents.
Aluminum Air Diaphragm Pump: A robust, cost-effective option for general industrial use, handling neutral fluids, oil, and non-corrosive solvents, typically found in packaging and general industry.
Specialty Products:
Pneumatic powder diaphragm pump: The highly specialized non-electric solution for contained, gentle dry material conveyance.
Electric double diaphragm pump: Powerful, efficient units for high-viscosity liquids and demanding fluid transfers.
Diaphragm metering pump: Highly controlled units for the precise dosing of chemicals and additives.
Chemical diaphragm pump: Pumps specifically built with compatible materials for corrosive and aggressive media.
Conclusion
The Ovell pneumatic powder diaphragm pump is a dedicated safety and efficiency solution for complex dry material handling challenges. By combining gentle operation with intrinsic non-electrical safety features, it directly addresses critical pain points from product degradation to explosion risks across sectors like chemical processing, food and beverage, and ceramics. The measurable ROI derived from reduced maintenance, lower waste, enhanced compliance, and improved safety maximizes the operational value of the pneumatic powder diaphragm pump, making it an essential asset for any modern industrial facility requiring reliable pumping technology from a leader in diaphragm pump manufacturer expertise.




.svg)







.png)













