
Mon - Fri: 9:00 - 19:00 / Closed on Weekends

AUS: +61 431 085 666
USA: +64 21 480 290


.svg)



Handling dry bulk materials can be a complex and challenging process. These materials, which include everything from fine powders to granules, can be difficult to move without creating airborne dust, risking contamination, or causing blockages in the transfer system. Fortunately, Ovell Pump, a leading diaphragm pump manufacturer, offers a specialised solution to these challenges: the pneumatic powder diaphragm pump. This innovative piece of equipment is designed to safely and efficiently transfer dry powders across a wide range of industrial applications, solidifying our place among top diaphragm pump manufacturers for these critical processes.
Our pneumatic diaphragm pump technology has been adapted to serve diverse industries where the gentle and reliable transfer of dry materials is essential.
Pharmaceuticals
The pharmaceutical industry faces significant challenges in powder handling. This includes the risk of cross-contamination, material loss, and the need for strict hygiene standards. Fine pharmaceutical powders can easily become airborne during transfer. This poses a risk to both product purity and operator health. This is particularly concerning when handling potent Active Pharmaceutical Ingredients (APIs) and sensitive excipients. To combat these issues, Ovell's pneumatic powder diaphragm pump is commonly used for the safe transfer of these materials. The pump's enclosed system prevents any contact with the outside environment. It ensures these high-value ingredients are not contaminated during the transfer process. The closed-loop design is a key requirement for maintaining compliance with strict regulatory standards.
Food & Beverage
Within the food and beverage sector, manufacturers must contend with risks like airborne dust. This can pose a fire or explosion hazard in a facility with a high concentration of combustible materials. Furthermore, there is the ongoing challenge of maintaining sanitation and preventing cross-contamination between different product lines. Our pneumatic diaphragm pump is ideally suited to these conditions. It provides an enclosed, dust-free conveying system that eliminates the risk of airborne particulates. The pump offers a gentle, low-shear transfer process. This prevents damage to delicate food-grade powders, such as flour, sugar, and starch. By using a sealed air powered diaphragm pump, companies can improve workplace safety, enhance sanitation, and maintain the integrity of their products from start to finish.
Chemical Manufacturing & Paints
The chemical manufacturing and paint industries involve the transfer of hazardous, corrosive, and explosive powders. The primary challenges in these sectors are mitigating safety risks and ensuring materials are not degraded during transport. Conventional pumps with rotating parts can generate friction and heat. This creates a significant risk of ignition in a volatile environment. Ovell's specialised pneumatic powder diaphragm pump is an intrinsically safe solution. As it operates using compressed air and has no electrical components, it eliminates the risk of sparks. This makes it an ideal choice for use in hazardous areas. The absence of seals and gaskets also prevents leaks and ensures containment. This protects both the materials and personnel. Our expertise as a diaphragm pump manufacturer and provider is directly applied to these specialised powder transfer units. This guarantees their durability and reliable performance with abrasive or corrosive powders.
Plastics Manufacturing
In the plastic manufacturing industry, the efficient and contamination-free movement of powders and granules is essential for quality control. A key challenge is the generation of "fines" or dust from the abrasion of plastic pellets during transfer. These fine particles can lead to material degradation. This results in flawed final products and a significant amount of waste. The pneumatic diaphragm pump addresses this by providing a gentle, low-velocity conveying system that minimises the friction and impact on the material. The enclosed nature of the system also prevents external contaminants from entering the process. It ensures the purity of the plastic resins and additives. Our diaphragm pump technology is crucial for maintaining a clean production environment and preserving the integrity of materials from initial transfer to final processing.
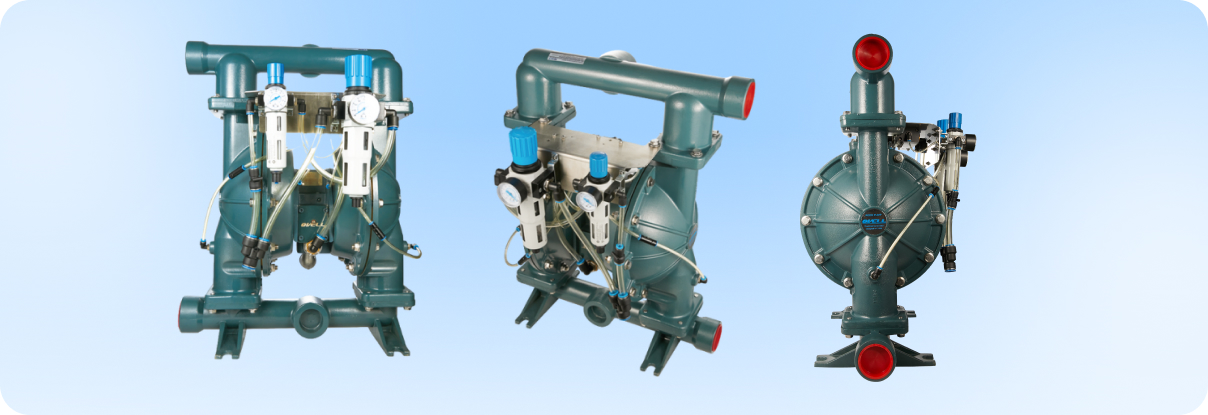
Ovell's pneumatic powder diaphragm pump and other industrial diaphragm pumps are built with specific features that set them apart in the market.
While the pneumatic powder diaphragm pump is a specialised solution for dry material transfer, Ovell Pump is a holistic diaphragm pump manufacturer with a wide array of pumping solutions. Our comprehensive product line is designed to meet the diverse and complex needs of industries worldwide.
Standard Pumps
These versatile pumps form the foundation of our offerings. They are designed for a broad spectrum of general-purpose applications where reliability and durability are paramount.
Specialty Pumps
Our specialty pumps are engineered to address unique and demanding applications that require a tailored solution.
For any operation involving the transfer of dry powders, Ovell's pneumatic powder diaphragm pump is a reliable and safe solution. As a respected diaphragm pump manufacturer, we are committed to providing robust and application-specific pumping systems. They meet the rigorous demands of the pharmaceutical, food, chemical, and plastics industries. Our extensive range of industrial diaphragm pumps ensures we have the right tool for any job, no matter the material.

.png)













