
Mon - Fri: 9:00 - 19:00 / Closed on Weekends

AUS: +61 431 085 666
USA: +64 21 480 290


.svg)



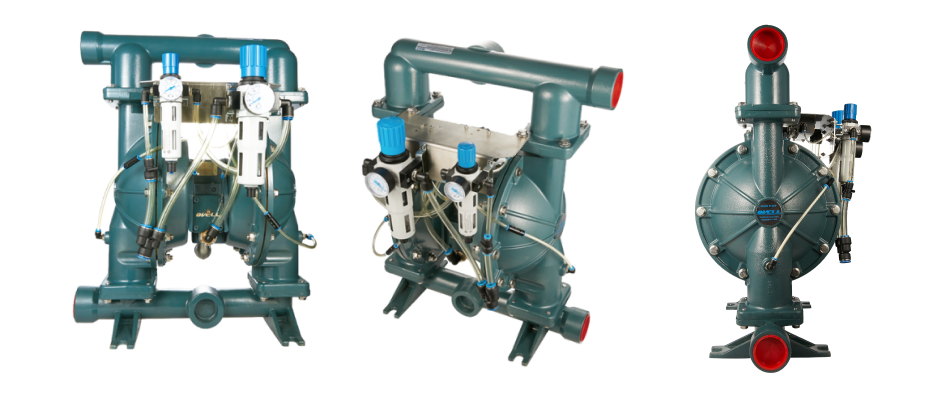
In industrial environments where the movement of dry powders is a daily necessity, the choice of equipment is paramount. The challenges associated with handling fine, abrasive, or combustible powders—such as dusting, contamination, and safety risks—demand a specialised and reliable solution. This is where the pneumatic powder diaphragm pump distinguishes itself. This purpose-built technology is engineered to transfer dry bulk materials with an unparalleled combination of safety, efficiency, and cleanliness. By leveraging the power of compressed air, it provides a contained and gentle method of transfer that is a cornerstone of operations in a wide range of critical industries.
As a reputable diaphragm pump manufacturer, we understand the need for a solution that is both robust and adaptable. The pneumatic powder pump is a testament to this, designed specifically to address the complexities of powder handling. Unlike general-purpose pumps, this device is a dedicated system for solids. Its unique design allows for the fluidisation and conveyance of powders without the need for manual handling, complex mechanical conveyors, or vacuum systems that can be prone to blockages and dusting. This innovation in design ensures that companies can maintain a clean and safe work environment while improving overall process efficiency.
The functionality of a pneumatic powder pump is based on the same fundamental principle as an air operated double diaphragm pump, but its design is meticulously optimised for dry materials. It operates by using compressed air to create a reciprocating motion within its chambers, which both draws in and propels the powder. However, it incorporates specific features that set it apart:
The capabilities of a pneumatic powder pump make it an ideal choice for numerous industrial applications where the handling of powders is a precise and critical operation.
Chemical and Pharmaceutical Industries
By using an enclosed system, the pump helps facilities maintain a clean and safe working environment and comply with stringent regulatory standards, which is a key priority for any diaphragm pump manufacturer serving this sector.
Food and Beverage Manufacturing
In the food and beverage industry, hygiene and consistency are paramount.
Plastics and Coatings
The plastics and coatings industry relies on the transfer of various powdered materials, including pigments, resins, and polymers.
Beyond the immediate operational benefits, investing in a high-quality pneumatic powder pump yields significant long-term value. The durability of the system, with its minimal wearing parts and robust construction, results in a lower total cost of ownership. By reducing the frequency of repairs and the need for costly replacements, businesses can achieve a strong return on investment. The efficiency gains in reduced labour and product loss, combined with enhanced safety compliance, further contribute to the overall profitability and sustainability of a company's operations.
While the term diaphragm pump is broad and encompasses various types of pumps for different applications, the pneumatic powder pump represents a specialised category. Ovell Pump, as a dedicated diaphragm pump manufacturer, focuses on delivering robust and reliable solutions that meet the specific needs of its customers.
For instance, when comparing an air operated double diaphragm pump designed for fluids to a model designed for powders, the differences in internal design—particularly the air induction system and chamber geometry—become critical. Ovell Pump’s pneumatic powder pumps are meticulously engineered to fluidise and convey a wide range of powders, from fine dust to heavier granules. This specialisation ensures a more effective and consistent transfer than a general-purpose pump could achieve.
The advantages of this pump are not just in its operation but also in its impact on the bottom line. By replacing labour-intensive and messy manual handling, a pneumatic powder pump reduces labour costs, minimises product loss, and contributes to a safer, more productive workplace. Its low maintenance and durable construction ensure long-term reliability and a high return on investment. After all, less maintenance means less costly repairs and less need for replacement.
The pneumatic powder diaphragm pump is more than just a piece of equipment; it is a strategic solution for modern industrial material handling. Its specialised design for safe, contained, and efficient powder transfer makes it an invaluable asset in the chemical, pharmaceutical, food, and plastics industries. By providing a clean and reliable method for moving dry materials, it helps companies enhance safety, improve product quality, and optimise operational efficiency. As a leading diaphragm pump manufacturer, Ovell Pump is committed to providing this high-quality, specialised technology to help businesses meet their most demanding material transfer challenges.

.png)













